










WONACH SUCHST DU?

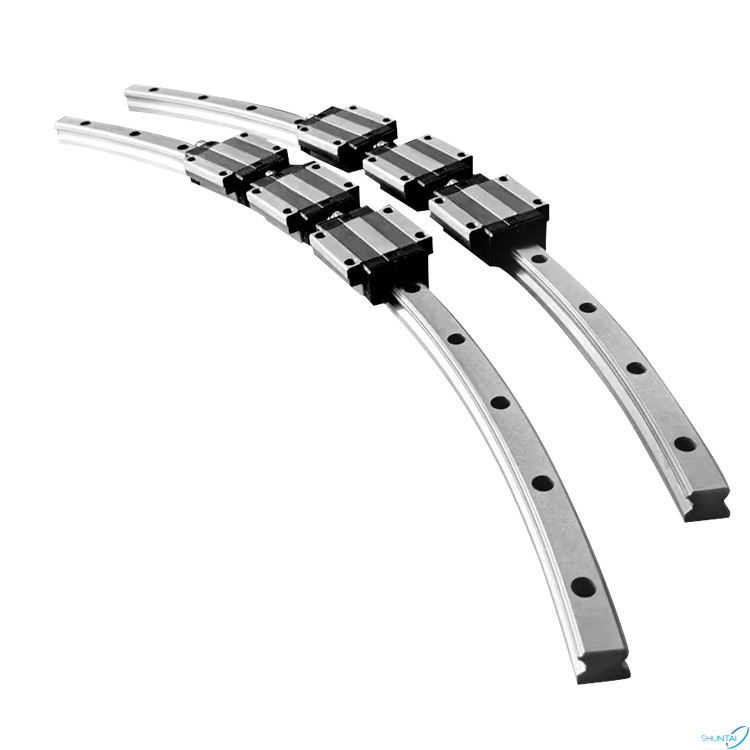
Bei diesem Gussteil handelt es sich um ein großes dickwandiges Teil. Abhängig vom festgelegten Produktionsprogramm und den strukturellen Eigenschaften des Teils werden bei Verwendung der herkömmlichen Gusstechnologie mehr Sandkerne verwendet. Probleme wie die Platzierung, Positionierung und Entlüftung der Sandkerne werden den Gießprozess erheblich beschleunigen. Schwierigkeit. Angesichts des Einzelstück- und Kleinserienproduktionsplans wird für die Produktion das echte Formgussverfahren (d. h. das Gießverfahren, bei dem gewöhnliche Sandformen und verlorene Schaumformen kombiniert werden) verwendet. Dieser Plan verwendet STMMA als Modellmaterial und verwendet Alkydöl-Urethanharzsand aus selbsthärtendem Urethanharzsand, um eine bestimmte Dicke des Formsands auf der Oberfläche des Modells zu füllen, und trockenen Sand, um den Rest des Modells zu füllen. wodurch der Verlust an selbsthärtendem Harzsand verringert werden kann. Dosierung und senken die Kosten. Gemäß der Referenz [3] wird festgestellt, dass die Beschichtung des Stahlgusses aus einer Stahlbeschichtung mit verlorenem Schaumguss besteht, die aus Zuschlagstoffen aus 70 % Bauxit und 30 % Geleepulver hergestellt wird. Es ist gebürstet und die Dicke der Beschichtung beträgt etwa 4 mm.
Bitte lesen Sie weiter, bleiben Sie auf dem Laufenden, abonnieren Sie uns und wir heißen Sie herzlich willkommen, uns Ihre Meinung mitzuteilen.




 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt







 MELDEN SIE SICH FÜR UNSEREN NEWSLETTER AN
MELDEN SIE SICH FÜR UNSEREN NEWSLETTER AN
